Wer sich heute in ein Flugzeug, ein Auto oder in ein anderes Verkehrsmittel setzt oder einen Fahrstuhl benutzt, erwartet eine einwandfrei funktionierende Technik. Täglich hängt unser Leben mehrmals von der sicheren Funktion der uns umgebenden technisierten und automatisierten Welt ab. Oft machen wir uns gar keine Gedanken über ein mögliches Risiko, sondern Vertrauen voll den verantwortlichen Konstrukteuren und Herstellern der jeweiligen Produkte, nach dem Motto „die werden schon wissen, was sie tun“!
Dieses Vertrauen ist auch gerechtfertigt, denn lebenswichtige Teile, die zu Sicherheitsteilen erklärt sind, müssen umfangreiche Prüfungen bestehen, bevor sie ihrer Funktion entsprechend die Sicherheit für Menschenleben übernehmen. Für derartige Prüfungen, die z. B. auch aus dem Bereich der Kernkraftwerke nicht mehr wegzudenken sind, werden heute, je nach Problemstellung, unterschiedliche Prüfmethoden angewandt, die gemeinsam in die Gruppe „zerstörungsfreie Prüfung“ gehören.
Besonders interessant ist hierbei auch die Magnetpulverprüfung (auch Magnetpulverrissprüfung, Fluxprüfung oder Fluxen genannt). Mit ihr können spaltartige Materialtrennungen wie Risse in magnetisierbarem Material nachgewiesen werden. Ein noch so feiner Riss in einem hochbeanspruchten Bauteil kann leicht zum Dauerbruch führen und so die Ursache für ein Unglück werden.
Der nachfolgende Beitrag will dem Leser die Vorgänge bei der Magnetpulverprüfung in einfachen Worten und Abbildungen veranschaulichen und über die wichtigsten physikalischen Grundlagen informieren. Der Text wurde bewusst einfach gehalten, denn er soll besonders auch die Leser erreichen, die noch keine Kenntnisse auf diesem Fachgebiet haben. Auch für die Fachkraft bietet diese Erläuterung sicher eine interessante Informationsquelle.
Magnetismus und seine Anwendung bei der Magnetpulverprüfung
Wie die Bezeichnung "Magnetpulverprüfung" bereits deutlich macht, wird bei diesem Verfahren der Magnetismus ausgenützt, das heißt, die zu prüfenden Werkstücke, oder allgemein gesagt, die betreffenden Prüfabschnitte, werden magnetisiert. Mit kleinen Dauermagneten lässt sich leicht feststellen, dass es Materialien gibt, die durch einen solchen Magneten angezogen werden, während andere keinerlei Kraftwirkung erfahren. Das ergibt eine Unterscheidung in magnetisierbare und nicht-magnetisierbare Werkstoffe. Daraus lässt sich bereits ableiten, dass nicht alle Werkstoffe mit der Magnetpulverprüfung erfasst werden können, sondern nur die, welche magnetisierbar sind, sogenannte "ferromagnetische Materialien" (ferromagnetisch = magnetisch wie Eisen) .
Ferromagnetische Materialien
Zum leichteren Verständnis stellt man sich die ferromagnetischen Materialien als eine Zusammensetzung winzigster Stabmagneten, den sogenannten "Molekularmagneten" vor. Die allgemein bekannten Stabmagnete haben an ihren beiden Enden stets einen Nord- und einen Südpol. Trennt man einen solchen Stabmagneten in der Mitte durch, so erhält man wiederum zwei komplette kleinere Stabmagnete mit den beiden genannten Polen.

Auch diese neu erhaltenen Stabmagnete kann man wieder in je zwei komplette Magnete zerteilen. Gedanklich kann man dieses Spiel fortsetzen, bis der Größenbereich der Molekularmagnete erreicht wird.

Viele dieser Molekularmagnete bilden in ungeordneter Richtung zusammengefügt das ferromagnetische Material, das nach außen hin magnetisch neutral ist.

Wird nun ein starkes äußeres Magnetfeld erzeugt, so orientieren sich die Molekularmagnete in eine gemeinsame, dem äußeren Feld entsprechende Vorzugsrichtung, wonach die magnetischen Kräfte von allen gemeinsam wirken und damit messbar werden. Somit ist das Material nun magnetisiert. Molekularmagnete sind physikalisch gesehen kristalline Bereiche des Materials mit gleichem magnetischem Moment (Spinrichtung der Elektronen) der einzelnen Atome.
Magnetisierung
Nun stellt sich zunächst die wesentliche Frage: Wie erzeugt man ein äußeres Magnetfeld, um den vorstehend beschriebenen Effekt der Magnetisierung zu erreichen, (Ausrichtung der Molekularmagnete)?

Die wesentliche Antwort hierauf gab der Physiker Oersted, der im Jahre 1820 erstmals entdeckte, dass jeder stromdurchflossene Leiter von einem Magnetfeld umgeben ist. Dieses kreisförmige Feld lässt sich durch einen einfachen Versuch nachweisen: Man steckt z. B. einen Kupferstab durch ein Stück Pappe und streut feines Eisenpulver darauf. Fließt nun Strom durch den Kupferstab, so ordnen sich alle Pulverteilchen, nach leichtem Klopfen auf die Unterlage, in konzentrischen Ringen, bzw. Linien um den stromdurchflossenen Leiter an. Die sich hierbei zeigenden Linien stellen den Feldverlauf dar und werden allgemein als Kraft- oder Feldlinien bezeichnet, die immer einen in sich geschlossenen Verlauf aufweisen.
Merksatz 1: Magnetfeld und Stromrichtung – die Rechte-Hand-Regel
Jeder stromdurchflossene Leiter ist von kreisförmig verlaufenden Feldlinien umgeben.
Wird eine Kompassnadel in diesen Feldlinienbereich gehalten (Abb. 2) und durch den Kupferstab fließt Gleichstrom, so wird sich die Nadel immer tangential zu den kreisförmigen Linien ausrichten. Sehr wichtig ist hierbei die Tatsache, dass bei Umkehrung der Stromrichtung auch die Kompassnadel durch eine Drehung um 180° ihre Richtung ändert. Daraus lässt sich erkennen, dass den Feldlinien eine Richtung zugeordnet werden kann, die von der Richtung des sie erzeugenden Stroms abhängt.
Zum leichteren Einprägen dieser Zuordnung wurde die "Rechte-Hand -Regel" definiert, bei der nach Bildung einer Faust mit abgespreiztem Daumen die einzelnen Finger die Richtungszuordnung angeben: Zeigt der Daumen in Richtung des Stromflusses, so zeigen die restlichen Finger die Richtung der Feldlinien.
Merksatz 2: Magnetfeld einer Leiterschleife und einer Spule
Die Richtung der Feldlinien ist abhängig von der Richtung des sie hervorrufenden Stromes!

Bildet man aus dem bisher betrachteten geraden Leiter nun eine Leiterschleife und wiederholt damit den Versuch mit Pappe und Eisenpulver, so erkennt man, dass an beiden Stellen, an denen die Leiterschleife durch die Pappe geführt ist, die bekannten kreisförmigen Linien bestehen (Abb. 3.1).
Mit der Kenntnis der Richtungszuordnung wird beweisbar, dass im Bereich zwischen den beiden Punkten die Feldlinien eine gemeinsame Richtung haben.

Dies ist auch in einer Spule der Fall, die im Prinzip aus mehreren zusammenhängenden Leiterschleifen besteht. Das heißt jedoch, im Inneren einer solchen Spule haben die Feldlinien aller Einzelwindungen eine gemeinsame Richtung, was zur Entstehung eines magnetischen Feldes in Längsrichtung der Spule führt (Abb. 3.2).
Die beiden Enden der Spule verhalten sich wie die Pole eines Staubmagneten. Befindet sich im Spuleninneren nun ferromagnetisches Material, so verlaufen die Feldlinien zum größten Teil in diesem Material, wobei sie entsprechend zusammengedrängt werden. Die Liniendichte (Anzahl der Feldlinien je Flächeneinheit) ist demnach in Luft wesentlich geringer als in ferromagnetischem Material. Sie ist abhängig vom "magnetischen Widerstand" eines Werkstoffes, der umgekehrt proportional zu seiner Permeabilität ist. Die Permeabilität ist somit ein Maß für die Durchlässigkeit eines Werkstoffes für Feldlinien.
Für Berechnungen wird meist die relative Permeabilität verwendet, welche die absolute Permeabilität mit der des Vakuums verknüpft. Diese "Durchlässigkeit" eines Materials hängt jedoch nicht nur von der Stoffzusammensetzung ab, sondern ändert sich bei unterschiedlich starker Magnetisierung. Sie ist bei ferromagnetischen Werkstoffen sehr hoch, im Vergleich mit Luft oder nicht magnetisierbaren Werkstoffen.
Merksatz 3:Magnetisches Verhalten ferromagnetischer Werkstoffe und das Prinzip der Magnetpulverprüfung
Ferromagnetische Werkstoffe haben einen magnetischen Widerstand, der 100 bis 1000 mal kleiner ist als der von Luft oder nicht magnetisierbaren Werkstoffen!
Vereinfacht kann davon ausgegangen werden, dass die Feldlinien den Weg des geringsten Widerstands suchen, somit also, wenn möglich, in ferromagnetischem Material verlaufen.

Dies lässt sich unter anderem an einem geschlossenen Eisenring demonstrieren, auf den eine Spule aufgebracht wurde (Abb. 4). Trotz der sehr unsymmetrischen Spulenanordnung verläuft der größte Teil der Feldlinien, die durch die Spule erzeugt werden, im Eisenring. Wird dieser geschlossene Weg in ferromagnetischem Material unterbrochen, so müssen die Feldlinien einen Teil dieses Wegs in Luft überbrücken. An dieser Trennstelle entsteht ein starkes Streufeld, das heißt die Feldlinien treten auf der einen Seite der Fehlstelle aus dem ferromagnetischen Material aus und auf der anderen Seite wieder ein. Dies bedeutet aber die Entstehung von Magnetpolen.
Grundprinzip der Magnetpulverprüfung
Streut man nun über diesen Bereich des Ringes feines Eisenpulver, so wird sich dieses an der Fehlstelle ansammeln, weil es durch diese Magnetpole, das heißt durch das Streufeld, angezogen wird. Die Feldlinien finden durch die Pulverteilchen wieder einen Weg durch ferromagnetisches Material und halten die Pulverteilchen an dieser Stelle fest.
Da der Feldlinienverlauf im übrigen Eisenring ungestört ist, bleibt also beim Bestreuen des gesamten Ringes mit Eisenpulver nur an der Fehlstelle mit dem bestehenden Streufeld eine Pulveransammlung bestehen. Da der Bereich des Streufeldes wesentlich breiter ist als die Fehlstelle, kann eine solche "Pulverraupe" leicht wahrgenommen werden.
Diese Erscheinung stellt nun bereits das Grundprinzip der Magnetpulverprüfung dar: Wird der Verlauf von magnetischen Feldlinien in ferromagnetischem Material gestört, entsteht ein Streufeld, das mit Hilfe von Eisenpulver nachgewiesen werden kann. Dies gelingt auch bei Fehlstellen mit sehr geringer Breite, wodurch also auch feinste Materialtrennungen wie Risse oder ähnliches nachgewiesen werden können.
Merksatz 4: Einfluss der Fehlstellenlage auf die Entstehung von Streufeldern
Wird der Verlauf von magnetischen Feldlinien in ferromagnetischem Material gestört, so entsteht an der Störstelle ein Streufeld!
Von ausschlaggebender Bedeutung ist es also, dass eine Fehlstelle für die magnetischen Feldlinien auch tatsächlich eine Störung bedeutet.

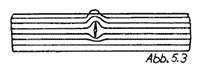
Die Abb. 5.1 bis 5.3 zeigen drei prinzipielle Möglichkeiten einer Fehlstelle. Wie bei dem vorausgegangenen Beispiel mit dem Eisenring liegt bei der Abbildung 5.1 die Fehlstelle quer zur Feldlinienrichtung und bewirkt dadurch ein Streufeld. Somit könnte nach Aufbringung von Eisenpulver diese Fehlstelle erkannt werden.

Hat die Feldlinienrichtung jedoch die gleiche Orientierung wie die Fehlstelle (Abb. 5.2), so ergibt dies nur eine ganz unwesentliche Beeinflussung der Feldlinien, die kein Streufeld hervorruft. Eine Fehlstelle dieser Art kann nicht erkannt werden. Bei Fehlstellen, die nun unterhalb der Oberfläche liegen, ist eine so klare Entscheidung nicht möglich, weil hier noch weitere Faktoren berücksichtigt werden müssen.
Grundsätzlich ist jedoch erkennbar, dass Feldlinienrichtung und Fehlerrichtung quer zueinander liegen müssen um ein Streufeld zu erzeugen. Der Winkel zwischen beiden Richtungen sollte im Idealfall 90 Grad betragen, wobei jedoch auch Winkellagen bis minimal 30 Grad ausreichend sind.
Merksatz 5: Feldlinienrichtung und Fehlerrichtung müssen quer zueinander liegen!
Feldlinienrichtung und Fehlerrichtung müssen quer zueinander liegen!
Ist, wie sehr häufig, die Fehlerlage unbekannt, muss also in verschiedenen Richtungen magnetisiert werden.

Liegen die beiden Magnetisierungsrichtungen in diesem Fall ungefähr 90 Grad zueinander, so können alle Fehlerrichtungen erfasst werden, weil garantiert eines der beiden Felder im geeigneten Winkelbereich zur Fehlerrichtung liegt.
Die vorstehend beschriebene Gesetzmäßigkeit scheint manchmal in der Praxis widerlegt zu werden, weil hier plötzlich Fehler erkannt werden, welche die gleiche Richtung haben wie die magnetischen Feldlinien. Hierbei handelt es sich dann meist um grobkörniges Material, welches entlang der Korngrenzen gerissen ist (interkristalliner Riss). Dadurch hat dieser Fehler wiederum sehr viel Querkomponenten zur Feldrichtung, wodurch ein Streufeld entsteht (Abb. 6.1).
 Doch nicht nur die Fehlerrichtung, sondern auch die Fehlergeometrie ist ein wesentlicher Faktor bei der Entstehung eines Streufeldes. Die Abb. 6.2 zeigt, wie mit zunehmender "Schlankheit" der Fehlstelle die Intensität des Streufeldes steigt. Wichtig ist also auch das Verhältnis von Fehlertiefe zu Fehlerbreite, wobei für ausreichende Ergebnisse dieses Verhältnis > 5 sein sollte.
Doch nicht nur die Fehlerrichtung, sondern auch die Fehlergeometrie ist ein wesentlicher Faktor bei der Entstehung eines Streufeldes. Die Abb. 6.2 zeigt, wie mit zunehmender "Schlankheit" der Fehlstelle die Intensität des Streufeldes steigt. Wichtig ist also auch das Verhältnis von Fehlertiefe zu Fehlerbreite, wobei für ausreichende Ergebnisse dieses Verhältnis > 5 sein sollte.
Magnetisierungsmethoden
Um nun, wie erwähnt, verschiedene Feldlinienrichtungen während der Magnetisierung zu erreichen, stehen unterschiedliche Magnetisierungsmethoden zur Verfügung, die durch unterschiedliche Gerätetypen vorgegeben sind.
Besonders in stationären Anlagen findet man zum Teil zwei oder mehrere solcher Systeme miteinander kombiniert, um eine schnelle und damit rationelle Rissprüfung zu ermöglichen. Allerdings muss beim gleichzeitigen Einsatz mehrerer Systeme die physikalische Gesetzmäßigkeit beachtet werden, die dies ermöglicht. Dies liegt jedoch im Verantwortungsbereich des Herstellers, der Geräte und Anlagen entsprechend auslegt.
Die üblicherweise zum Einsatz kommenden Magnetisierungsverfahren sind in der Norm "DIN 54 130" aufgeführt und teilen sich wie folgt auf:
| Stromdurchflutung |  |
|---|---|
 |
|
| Jochmagnetisierung (mittels Dauer- oder Elektromagnet) |
 |
| Magnetisierung mit stromdurchflossenem Leiter |  |
 "Hilfsdurchflutung" mittels Dorn "Hilfsdurchflutung" mittels Dorn |
Merksatz 6: Jeder stromdurchflossene Leiter ist von kreisförmig verlaufenden magnetischen Feldlinien umgeben.
Jeder stromdurchflossene Leiter ist von kreisförmig verlaufenden Feldlinien umgeben.
Wird eine Kompassnadel in diesen Feldlinienbereich gehalten (Abb. 2) und durch den Kupferstab fließt Gleichstrom, so wird sich die Nadel immer tangential zu den kreisförmigen Linien ausrichten. Sehr wichtig ist hierbei die Tatsache, dass bei Umkehrung der Stromrichtung auch die Kompassnadel durch eine Drehung um 180° ihre Richtung ändert. Daraus lässt sich erkennen, dass den Feldlinien eine Richtung zugeordnet werden kann, die von der Richtung des sie erzeugenden Stroms abhängt.
Zum leichteren Einprägen dieser Zuordnung wurde die "Rechte-Hand -Regel" definiert, bei der nach Bildung einer Faust mit abgespreiztem Daumen die einzelnen Finger die Richtungszuordnung angeben: Zeigt der Daumen in Richtung des Stromflusses, so zeigen die restlichen Finger die Richtung der Feldlinien.
Grundgedanken zur Magnetpulverprüfung als PDF-Dokument (6,2 MB).
Magnetpulverprüfung (MT) – Allgemeines zum Prüfverfahren für Oberflächen
Magnetpulverprüfung (MT) - Allgemeines
 Die Magnetpulverprüfung ist ein Verfahren der zerstörungsfreien Werkstoffprüfung, das zur Erkennung von Oberflächenfehlern und oberflächennahen Fehlstellen in ferromagnetischen Werkstoffen eingesetzt wird. Das Verfahren ermöglicht den Nachweis von Rissen, Materialtrennungen und anderen Diskontinuitäten, ohne das Bauteil zu beschädigen.
Die Magnetpulverprüfung ist ein Verfahren der zerstörungsfreien Werkstoffprüfung, das zur Erkennung von Oberflächenfehlern und oberflächennahen Fehlstellen in ferromagnetischen Werkstoffen eingesetzt wird. Das Verfahren ermöglicht den Nachweis von Rissen, Materialtrennungen und anderen Diskontinuitäten, ohne das Bauteil zu beschädigen.
Als Spezialist für Magnetpulverprüfung und zerstörungsfreie Werkstoffprüfung verfügt die Uniflux Schirle GmbH & Co. KG über langjährige Erfahrung in der Entwicklung und Anwendung entsprechender Prüfverfahren sowie Prüfsysteme für industrielle Anwendungen.
Grundlage der Prüfung ist die Magnetisierung des Werkstücks. Befindet sich eine Fehlstelle im Material, wird der magnetische Fluss an dieser Stelle gestört. Dadurch entstehen lokale Streufelder, an denen sich die aufgebrachten Magnetpartikel anlagern. Die Ansammlung der Partikel macht den Fehler sichtbar und ermöglicht eine zuverlässige Bewertung der Bauteilqualität.
Für eine optimale Fehlererkennung spielt die Ausrichtung des Magnetfeldes eine entscheidende Rolle. Die deutlichsten Anzeigen entstehen, wenn die Fehlstelle möglichst quer zu den magnetischen Feldlinien verläuft. Da Fehler in unterschiedlichen Richtungen auftreten können, werden Bauteile häufig aus mehreren Richtungen magnetisiert, um eine vollständige Prüfung zu gewährleisten.
Je nach Bauteilgeometrie und Prüfanforderung kommen unterschiedliche Magnetisierungsverfahren zum Einsatz. Neben der Feldmagnetisierung werden häufig Verfahren wie die Stromdurchflutung oder die Induktionsdurchflutung verwendet. Moderne Prüfanlagen der Uniflux Schirle GmbH & Co. KG ermöglichen dabei eine reproduzierbare und normgerechte Magnetisierung für unterschiedlichste Bauteilgeometrien.
Zur Sichtbarmachung der Fehlstellen werden spezielle Magnetpartikel eingesetzt. Diese können trocken oder als Suspension in einer Trägerflüssigkeit aufgebracht werden. Besonders hohe Prüfempfindlichkeiten werden durch fluoreszierende Magnetpulver erreicht. Unter UV-A-Licht erzeugen sie einen hohen Kontrast und ermöglichen die Erkennung selbst kleinster Fehleranzeigen.
Bei der Nassprüfung werden die Magnetpartikel in einer Flüssigkeit verteilt und auf die Bauteiloberfläche aufgebracht. Dieses Verfahren eignet sich insbesondere für feine Oberflächenfehler. Die Trockenprüfung wird dagegen bevorzugt bei gröberen Fehlstellen oder speziellen Anwendungsfällen eingesetzt.
Für eine zuverlässige fluoreszierende Prüfung müssen die Betrachtungsbedingungen den geltenden Anforderungen entsprechen. Eine ausreichende UV-Intensität sowie eine kontrollierte Umgebungsbeleuchtung sind entscheidend für eine kontrastreiche Darstellung der Fehlanzeigen und eine sichere Auswertung.
Abhängig von der Prüfaufgabe kommen unterschiedliche Stromarten zur Magnetisierung zum Einsatz. Während Wechselfelder vor allem die Randbereiche eines Bauteils magnetisieren und sich besonders für die Erkennung von Oberflächenfehlern eignen, ermöglichen Gleichfelder eine tiefere Magnetisierung des Werkstoffs. Die Wahl des Verfahrens richtet sich nach Werkstoff, Bauteilgeometrie und den zu erwartenden Fehlerarten.
Die Magnetpulverprüfung wird in zahlreichen Industriebereichen eingesetzt, darunter im Maschinen- und Anlagenbau, in der Stahl- und Metallverarbeitung, im Fahrzeugbau sowie in der Instandhaltung und Qualitätssicherung. Mit ihrer langjährigen Erfahrung unterstützt die Uniflux Schirle GmbH & Co. KG Kunden weltweit bei der Entwicklung, Herstellung und Optimierung moderner Magnetpulverprüfsysteme.
Gleichfeld und Wechselfeld in der Magnetpulverprüfung
Gleichfeld und Wechselfeld erzeugen unterschiedliche Magnetisierungswirkungen im Bauteil und beeinflussen dadurch maßgeblich die Erkennung von Oberflächen- und Randzonenfehlern.
 Die Magnetisierung ist ein wesentlicher Bestandteil der Magnetpulverprüfung. Nur durch ein ausreichend starkes und korrekt ausgerichtetes Magnetfeld können Fehlstellen im Werkstoff sichtbar gemacht werden. Je nach Prüfanforderung kommen dabei Gleichfelder oder Wechselfelder zum Einsatz. Beide Magnetisierungsarten unterscheiden sich hinsichtlich ihrer Wirkung im Bauteil und ihrer Eignung für verschiedene Fehlerarten.
Die Magnetisierung ist ein wesentlicher Bestandteil der Magnetpulverprüfung. Nur durch ein ausreichend starkes und korrekt ausgerichtetes Magnetfeld können Fehlstellen im Werkstoff sichtbar gemacht werden. Je nach Prüfanforderung kommen dabei Gleichfelder oder Wechselfelder zum Einsatz. Beide Magnetisierungsarten unterscheiden sich hinsichtlich ihrer Wirkung im Bauteil und ihrer Eignung für verschiedene Fehlerarten.
Bei der Wechselfeldmagnetisierung konzentriert sich das Magnetfeld aufgrund des sogenannten Skin-Effekts überwiegend auf die Randbereiche des Werkstücks. Dadurch eignet sich diese Magnetisierungsart besonders für die Erkennung von Oberflächenrissen und anderen direkt an der Bauteiloberfläche liegenden Fehlstellen. Die hohe Feldstärke im Oberflächenbereich sorgt für eine deutliche Streufeldbildung und damit für gut erkennbare Fehleranzeigen.
Im Gegensatz dazu durchdringt die Gleichfeldmagnetisierung den gesamten Bauteilquerschnitt. Dadurch wird eine gleichmäßige Magnetisierung des Werkstoffs erreicht, wodurch auch oberflächennahe Fehlstellen zuverlässig erkannt werden können. Gleichfelder kommen insbesondere dann zum Einsatz, wenn eine größere Eindringtiefe des Magnetfeldes erforderlich ist oder die Bauteilgeometrie eine vollständige Durchmagnetisierung verlangt.
Bei Bauteilen mit Querschnittsänderungen, wie beispielsweise abgestuften Wellen, Achsen oder komplexen Geometrien, zeigen sich weitere Unterschiede. Während bei der Gleichfeldmagnetisierung lokale Feldkonzentrationen entstehen können, sorgt die Wechselfeldmagnetisierung häufig für eine gleichmäßigere Magnetisierung der Randbereiche. Dies kann die Fehlererkennung in bestimmten Anwendungsfällen zusätzlich verbessern.
Die Auswahl der geeigneten Magnetisierungsart richtet sich nach verschiedenen Faktoren. Dazu zählen die Werkstoffeigenschaften, die Bauteilgeometrie, die Lage der zu erwartenden Fehlstellen sowie die Anforderungen an die Prüftiefe.
Für zuverlässige Prüfergebnisse ist neben der Wahl der Magnetisierungsart auch die richtige Magnetisierungsstärke entscheidend. Eine zu geringe Magnetisierung kann zu schwachen oder unvollständigen Anzeigen führen. Eine Übermagnetisierung kann dagegen den Kontrast der Fehleranzeigen verschlechtern und die Auswertung erschweren. Die optimale Abstimmung aller Prüfparameter bildet deshalb die Grundlage für eine sichere und reproduzierbare Magnetpulverprüfung.
Magnetisierungstechniken zur Fehlererkennung
Durch die Kombination verschiedener Magnetisierungsarten und fluoreszierender Prüfmittel können Fehlstellen nahezu unabhängig von ihrer Orientierung zuverlässig sichtbar gemacht werden.
 Damit Fehlstellen bei der Magnetpulverprüfung erkannt werden können, muss zunächst ein geeignetes Magnetfeld im Bauteil erzeugt werden. Je nach Lage der zu erwartenden Fehler kommen unterschiedliche Magnetisierungsverfahren zum Einsatz. In der Praxis werden vor allem die Felddurchflutung, die Stromdurchflutung sowie die kombinierte Magnetisierung verwendet.
Damit Fehlstellen bei der Magnetpulverprüfung erkannt werden können, muss zunächst ein geeignetes Magnetfeld im Bauteil erzeugt werden. Je nach Lage der zu erwartenden Fehler kommen unterschiedliche Magnetisierungsverfahren zum Einsatz. In der Praxis werden vor allem die Felddurchflutung, die Stromdurchflutung sowie die kombinierte Magnetisierung verwendet.
Felddurchflutung
Bei der Felddurchflutung wird das Werkstück durch ein äußeres Magnetfeld magnetisiert. Dieses Magnetfeld wird in der Regel durch stromdurchflossene Spulen erzeugt, die sich auf einem U-förmigen Eisenjoch befinden. Das Bauteil wird zwischen den Polen des Jochs positioniert und dadurch in Längsrichtung magnetisiert.
Durch die Felddurchflutung werden insbesondere Fehlstellen erkannt, deren Verlauf quer oder mit ausreichendem Winkel zur Magnetfeldrichtung liegt. Solche Fehlstellen erzeugen ein deutliches Streufeld, an dem sich die Magnetpartikel sammeln und eine gut sichtbare Anzeige bilden.
Die Felddurchflutung eignet sich besonders für die Prüfung von Wellen, Achsen, Bolzen und anderen länglichen Bauteilen, bei denen Querrisse zuverlässig erkannt werden sollen.
Stromdurchflutung
Um auch Fehlstellen erkennen zu können, die in Längsrichtung des Bauteils verlaufen, wird die Stromdurchflutung eingesetzt. Dabei wird elektrischer Strom direkt durch das Werkstück geleitet. Um den Stromfluss herum entsteht ein ringförmiges Magnetfeld, das konzentrisch um die Stromachse verläuft.
Durch dieses Magnetfeld können insbesondere Fehlstellen sichtbar gemacht werden, die parallel zur Bauteilachse verlaufen. Die Stromdurchflutung stellt daher eine wichtige Ergänzung zur Felddurchflutung dar und wird häufig bei rotationssymmetrischen Bauteilen eingesetzt.
Kombinierte Magnetisierung
In vielen Anwendungsfällen ist die Orientierung möglicher Fehlstellen nicht bekannt. Besonders in der Serienfertigung kann nicht vorhergesagt werden, ob Risse quer, längs oder in einem beliebigen Winkel auftreten.
Moderne Magnetpulverprüfanlagen ermöglichen deshalb die gleichzeitige oder aufeinanderfolgende Anwendung von Feld- und Stromdurchflutung. Durch diese kombinierte Magnetisierung entstehen Magnetfelder in unterschiedlichen Richtungen, wodurch Fehlstellen nahezu unabhängig von ihrer Orientierung nachgewiesen werden können.
Dieses Verfahren wird insbesondere in automatisierten Prüfanlagen eingesetzt, wie sie beispielsweise in der Automobilindustrie, im Maschinenbau oder in der Serienfertigung sicherheitsrelevanter Bauteile verwendet werden.
Fluoreszierende Prüfmittel
Während der Magnetisierung werden die Magnetpartikel auf die Bauteiloberfläche aufgebracht. In den meisten industriellen Anwendungen geschieht dies durch eine wässrige Suspension, die feine magnetisierbare Eisenoxidpartikel enthält.
Treffen diese Partikel auf ein Streufeld, lagern sie sich dort an und bilden eine sichtbare Fehleranzeige. Um die Erkennbarkeit weiter zu verbessern, werden die Magnetpartikel häufig mit fluoreszierenden Farbstoffen versehen. Unter UV-A-Licht leuchten die Partikel intensiv gelb-grün und erzeugen einen hohen Kontrast zur dunklen Umgebung.
Durch diese fluoreszierende Anzeige lassen sich selbst kleinste Oberflächen- und Randzonenfehler zuverlässig erkennen. Aus diesem Grund werden fluoreszierende Prüfmittel heute in vielen Bereichen der zerstörungsfreien Werkstoffprüfung eingesetzt und zählen zu den empfindlichsten Methoden der Fehlerdetektion.